ПРИМЕНЕНИЕ ИНФРАКРАСНЫХ ИЗЛУЧАТЕЛЕЙ ДЛЯ СУШКИ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
Первые промышленные установки для сушки лакокрасочных покрытий с помощью лучистой энергии были сооружены на автомобильных заводах, и с тех пор в автомобильной промышленности инфракрасной сушке принадлежит основное место. Повысилось качество окраски кузовов автомобилей и резко сократилось время сушки, что особенно важно в поточном производстве. Здесь процессы окраски и сушки изделий должны протекать непрерывно.
Современные инфракрасные сушильные установки на автомобильных и других заводах представляют собой туннели, на внутренних поверхностях которых установлены светлые или темные излучатели. Сушка окрашенного автомобиля в таком туннеле длится всего примерно 10—15 мин. Камера оборудована приточно-вытяжной вентиляцией. Кузова автомобилей омываются потоком нагретого воздуха. Такое сочетание конвективного и инфракрасного методов сушки значительно экономит тепловую энергию.
Сушка эмали инфракрасными лучами происходит в камере при более низкой температуре внутреннего воздуха в ней, чем при конвективной сушке. Это позволяет избежать порчи приборов, которые могут быть смонтированы до момента сушки покрытия. Вместе с тем температура подложки достигает требуемых значений. Метод инфракрасного нагрева незаменим для сушки последнего наружного слоя лака на собранных автомобилях. Инфракрасные лучи так быстро просушивают отделочный слой, что не успевают повредить не теплостойкие детали.
Форма сечения рабочего пространства сушильной установки может быть приспособлена к форме поверхности автомобиля, и потому сушка происходит равномерно по всей ее площади. Кроме того, в этих сушилках можно ремонтировать покрытия на автомобильных кузовах, используя такие же эмали, какие применялись при первой окраске их, и производить сушку, не удаляя стекол, подушек и приборов. Для этих целей может быть использована и передвижная сушильная установка, имеющая форму дугообразного свода и оборудованная генераторами инфракрасных лучей, медленно перемещающаяся на резиновых шинах над автомобилем, высушивая лак на только что отремонтированных местах. Светлые излучатели в этом случае незаменимы, благодаря безынерционному включению и выключению.
При сушке искусственных смоляных лаков взрывоопасность не так велика; для полного затвердевания пленки лака необходимо,. однако; нагревать ее до температуры 120—150° С. Использование инфракрасного излучения позволяет легко решить эту задачу. При этом удается достигнуть резкого сокращения времени сушки, что является важнейшим фактором в современном поточном производстве. Сушка инфракрасными лучами мало применима для лаков, содержащих большое количество масла, так как одновременно с сушкой обычно протекает процесс окисления, который не может быть ускорен за счет нагрева.
Сушка нитролаков происходит в естественных условиях, так как растворитель испаряется уже при комнатной температуре.
Сушка же синтетических и пентафталевых эмалей осуществляется при температуре 120—150° С.
От правильно выбранного режима сушки зависят механические и защитные свойства покрытий: твердость, стойкость к удару, адгезия, эластичность, водостойкость и др.
До последнего времени широко использовались электрические инфракрасные сушильные установки. За последние годы начали применяться газовые инфракрасные сушильные установки. Вследствие того что газ является наиболее дешевым топливом, терморадиационные сушильные установки с газовым обогревом являются более рентабельными.
Тепловая энергия, затрачиваемая на высушивание единицы изделия в этих установках, обходится в среднем в 2—4 раза дешевле, чем в сушилках с электроподогревом. Газовые инфракрасные установки для сушки лакокрасочных покрытий в основном применяются двух типов: с темными и светлыми излучателями.
В установках с темными излучателями металлические панели нагреваются проходящими через них продуктами сгорания. При этом максимальная температура излучателя составляет 460° С.
В установках со светлыми излучателями эксплуатируются беспламенные горелки инфракрасного излучения, которые обладают большей интенсивностью (плотностью) потока излучения.
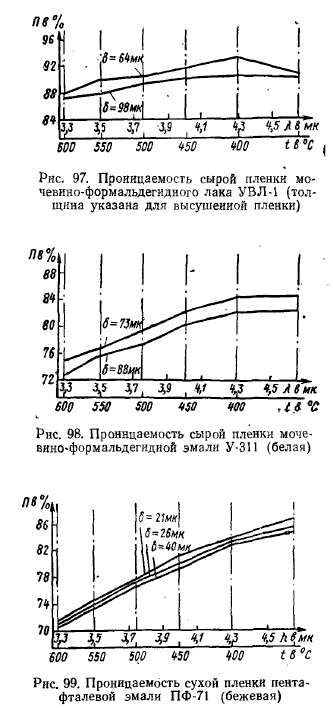
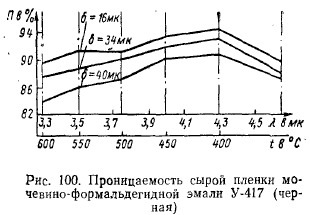
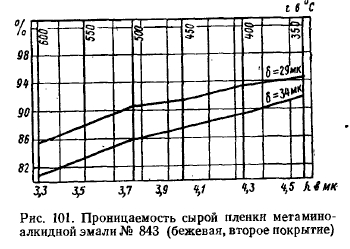
На рис. 97, 98, 99, 100, 101 приведены графики, характеризующие зависимость проницаемости лакокрасочных пленок от температуры излучающего экрана и соответствующей ей длины волны максимума излучения.
Из графиков видно, что все лакокрасочные покрытия обладают довольно высокой проницаемостью (70% и выше) в диапазоне волн излучения длиной от 3,3 до 5 мк.
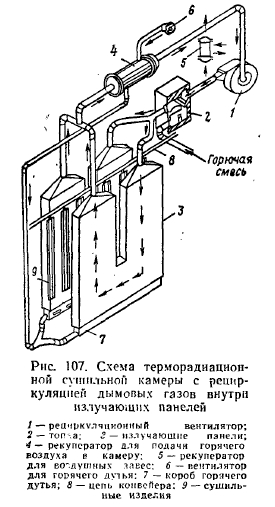
Внутренняя излучающая поверхность камеры, образованная вогнутыми панелями, напоминает цилиндр, что обеспечивает сушку объемных деталей со сложной конфигурацией.
Изделия транспортируются через камеру подвесным конвейером. В верхней части камеры (по всей ее длине) образована щель для прохода подвесок с изделиями; в нижней части установлены панели и нагнетательный воздуховод.
Удаление продуктов сгорания газа из коробок (панелей) происходит через патрубки в верхней части, соединенные с общим газоотводным коробом.
В зависимости от требований, предъявляемых к сушке лакокрасочных покрытий, и от характера самого покрытия применяют два способа использования отходящих продуктов горения газов: а) конвективный обогрев изделий непосредственно отходящими газами и б) конвективный обогрев изделий воздухом, нагретым отходящими газами до необходимой температуры.
В первом случае отходящие газы с температурой около 500° С смешиваются с воздухом, поступающим для снижения их температуры до 100—150° С. Затем они отсасываются вентилятором и подаются в короб, расположенный в нижней части сушильной камеры.
Во втором случае отходящие газы отсасываются из сборного газохода и поступают в рекуператор, где температура их снижается до 100—200° С.
Отдельный вентилятор засасывает воздух из цеха, направляет его в рекуператор, где он нагревается до необходимой температуры и нагнетается в короб в нижней части сушильной камеры.
По торцам камеры предусмотрены зонтовые вытяжки, через которые отсасывают использованный горячий воздух, насыщенный парами растворителя. Вытяжку снабжают дефлектором или специальным вентилятором. Рекуператор, вентиляторы с приводами, воздуховоды и газоходы смонтированы на площадке опорной конструкции.
В сушильной камере предусмотрено автоматическое регулирование температуры панелей в пределах 350—460° С путем изменения подачи газа к горелкам.
На рис. 106 показан общий вид терморадиационной камеры с сжиганием газа в панелях (коробках) для сушки покрытий на мелких изделиях.
Камера предназначена для сушки лакокрасочных покрытий, нанесенных на детали, размеры которых в поперечном сечении по движению конвейера не превышают 600 мм.
Для облучения изделий применяют экраны темного излучения (панели), нагреваемые газом. Предусмотрена рекуперация тепла отходящих газов для нагрева воздуха в трубчатом рекуператоре. Воздух подается в нижнюю зону камеры, чтобы обеспечить более равномерный обогрев необлучаемой части поверхности узлов и деталей.
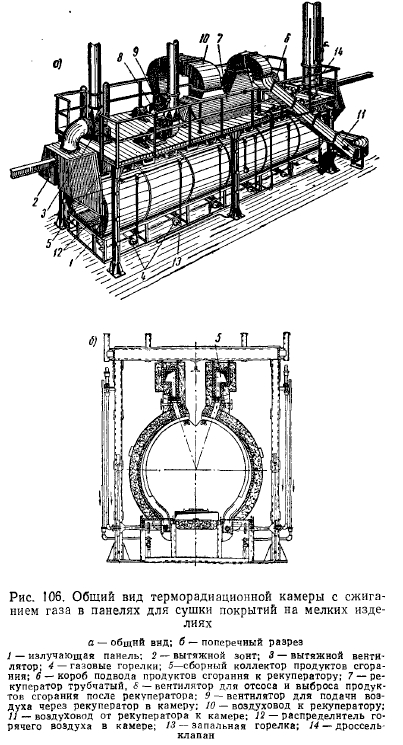
Корпус камеры сборный, состоит из шести секций, каждая из которых в свою очередь составляется из двух нагревательных панелей.
Нагревательная панель представляет собой пустотелую сварную конструкцию из жаростойкой листовой стали. Перепад температур между нижней и верхней частями панели на ее излучающей поверхности не превышает 40° С.
Горелки инжекционные. Трубчатый перфорированный насадок горелки располагается внутри панели, в нижней ее части, а смеситель — за ее пределами.
Для подсоса вторичного воздуха в нижней части панели имеется дверца, при помощи которой можно регулировать подачу воздуха.
Верхняя часть панели заканчивается фланцевыми патрубками для отвода продуктов сгорания газа в сборный отсасывающий газоход с последующим направлением их в рекуператор.
Тыльная поверхность панели и наружная сборных газоходов защищены двойным слоем термоизоляции.
В камере предусмотрено регулирование температуры панелей. Система регулирования включает: автоматически регулирующий самопишущий электронный потенциометр типа ПСР1-06; ступенчатый импульсный прерыватель СИП-01 и исполнительный механизм ИМ-2/120, перекрывающий заслонку на основном газоходе.
Датчиками температуры являются термопары, установленные в панелях.
Контроль за работой горелок осуществляется световой и звуковой сигнализацией.
Температуру воздуха, выходящего из камеры в атмосферу, и воздуха, поступающего в камеру, измеряют термопарой с милливольтметром типа МПЩПр-54.
Газ на запальных горелках поджигают автоматически с помощью спиралей сопротивления.
Такие же панельные терморадиационные сушильные камеры разработаны для сушки различных объемных изделий (баллонов, холодильников, стиральных машин и т. д.).
На рис. 107 показана принципиальная схема компактной высокопроизводительной терморадиационной сушильной камеры, установленной на Московском автозаводе им. Лихачева и предназначенной для сушки рам грузовых автомашин в вертикальном положении. При температуре панелей 450° С температурная неравномерность по высоте камеры не превышает нескольких градусов. Продолжительность сушки составляет 8 мин вместо 40 мин или 1 ч при конвективной сушке. Камера позволяет осуществлять высокий подогрев воздуха, так как через подогреватель проходит рециркулирующий поток смеси горючих газов с воздухом, который повышает тепловую экономичность, сушильной камеры.
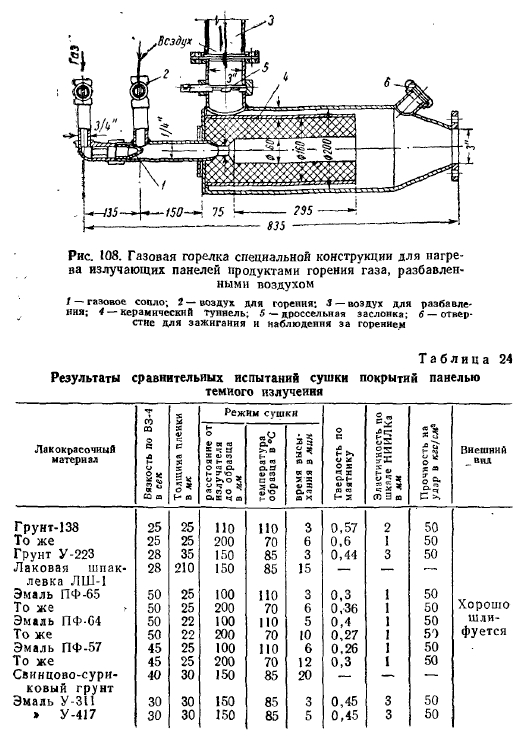
На опыте работы данной Камеры можно рекомендовать для выравнивания температуры поверхности излучающей панели применять рециркуляцию отходящих продуктов сгорания. Для. этой цели может быть применена горелка специальной конструкции, изображенная на рис. 108.
Природный газ через газовое сопло поступает в инжекционный смеситель. Газовоздушная смесь сгорает в шамотной туннели, вокруг которой имеется кольцевая щель. Через эту щель отработанные продукты горения подаются в камеру смешения, где горячие продукты горения разбавляются воздухом или отработанными газами из излучающих панелей до требуемой температуры. Замер температуры производится в вытяжных патрубках панелей; температура составляет примерно 470° С. Кожух горелки и камера смешения должны быть изготовлены из жароупорной стали и изолированы слоем шлаковаты.
Терморадиационные сушильные камеры с сжиганием газа в выносных топках или в панелях нашли широкое применение в Советском Союзе.
В целях применения в промышленности сушки лакокрасочных покрытий источниками темного излучения были произведены исследования физико-механических свойств лакокрасочных покрытий, высушенных этим методом.
Исследованию подверглись следующие лакокрасочные материалы: а) грунты: № 138, свинцовосуриковый № 186, У-223; б) эмали: ПФ-64, ПФ-65, ПФ-57, У-311 и ФСХ-26; в) шпаклевки: ЛШ-1 и заполнитель на тяжелом шпате; г) лак 4С.
Окраска производилась на металлических и деревянных образцах.
Физико-механические свойства определялись по следующим показателям: внешний вид; адгезия; твердость по маятнику; гибкость по шкале НИИЛКа; стойкость на удар; способность к шлифованию.
Испытание было проведено на деревянных и металлических (стальные пластины) образцах.
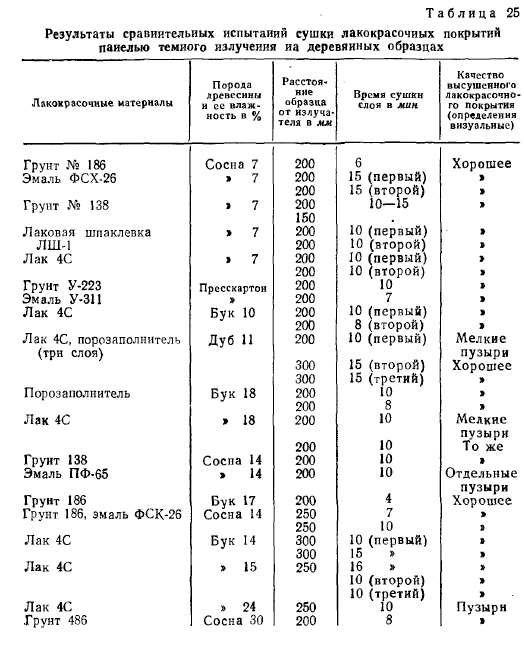
Данные замеров и сравнительных испытаний покрытий на стальных образцах приведены в табл. 24.
Из приведенной таблицы видно, что качество полученных пленок соответствует техническим требованиям.
Мочевино-формальдегидные и пентафталевые эмали, а также грунты № 138 и V-223 при терморадиационной сушке высыхают в несколько раз быстрее, чем при конвективной сушке.
Эмали и грунты, а также шпаклевка лаковая ЛШ-1 с толщиной слоя не больше 200—250 мк, высушенные панелью темного излучения, имеют удовлетворительные показатели твердости, сопротивления удару и адгезии.
Цвет светлых тонов эмалей У-311, ПФ-57 и грунта У-223, высушенных терморадиацией, не изменяется, в то время как при конвективной сушке эти краски желтеют.
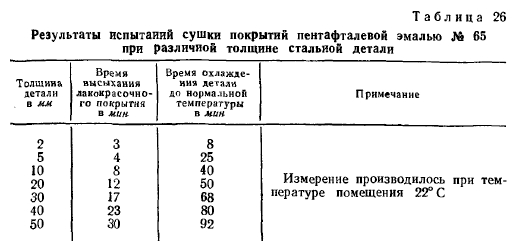
Сушка лакокрасочных покрытий на деревянных образцах (сосна, бук и дуб) размером 120X90X20 мм производилась при влажности древесины от 7 до 30%.
Покрытие образцов из пресскартона производилось грунтом № У-223 и эмалью № У-311, а сушка их осуществлялась при температуре излучателя 360° С. На расстоянии 200 мм от излучателя температура на поверхности образцов составила 80— 85° С, а на расстоянии 300 мм — 45—50° С. Результаты сушки приведены в табл. 25.
Одновременно были высушены покрытия лаком 4С на деталях внутреннего оборудования вагона (аптечка, рамки).
Продолжительность сушки каждой окрашенной стороны 20—25 мин, расстояние 250 мм. Качество сушки хорошее.
Из проведенной работы можно сделать вывод, что сушку Лакокрасочных покрытий по дереву и пресскартону можно производить панелями темного излучения при влажности не выше 13% —для сосны, 11% —для дуба и 15% —для бука.
Расстояние окрашенной поверхности от излучателя должно быть 200—300 мм.
Подготовка поверхности деталей и различных узлов под окраску при терморадиационном методе сушки не отличается от подготовительных операций при других методах сушки лакокрасочных материалов.
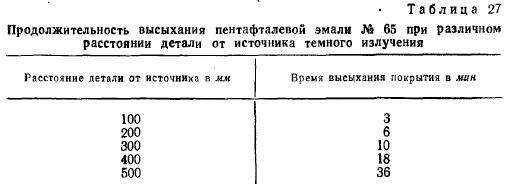
Продолжительность высыхания пентафталевой эмали № 65 при различной толщине стальной детали и расстоянии ее от излучателя 100 мм приведена в табл. 26.
При сушке толстостенных деталей следует учитывать, что деталь охлаждается постепенно и, следовательно, процесс высыания заканчивается при охлаждении детали до нормальной температуры. Поэтому при сушке лакокрасочных покрытий нагрев толстостенной детали следует довести до требуемой температуры, после чего она может быть вынута из сушильной камеры.
Деталь, обладая большой теплоемкостью, длительное время сохраняет тепло и обеспечивает ускоренный процесс сушки.
Продолжительность высыхания пентафталевой эмали № 65 при различном расстоянии детали от источника излучения приведена в табл. 27.
Окрашенные детали, подвергающиеся терморадиационной сушке, не должны превышать высоту панели более чем на 50 мм. В этом случае необходимо следить за высотой подвесок конвейерного сушила. ,
Время движения конвейера при сушке окрашенных деталей различной толщины устанавливают опытным путем.
Конвейер должен иметь вариатор скорости и камеру принудительного охлаждения окрашенных деталей, чтобы не задерживать последующих операций.
Опыт сушки шпаклевки ЛШ-1 терморадиационным методом показал, что толщина слоя не должна превышать 300 мк. При более толстом слое шпаклевка начинает вспучиваться.
Наибольшая производительность малярных работ достигается при сочетании окраски изделий в электрическом поле и при сушке лакокрасочных покрытий источниками темного излучения.
Процессы окраски в электрическом поле и терморадиационная сушка легко поддаются автоматизации, дают возможность значительно сократить расход окрасочных материалов и энергии, а также уменьшить потребность в производственных площадях.
Преимущества терморадиационной сушки перед конвективной следующие: терморадиационная сушка сокращает продолжительность процесса от 5 до 30 раз; конструкция панелей темного излучения очень проста в изготовлении и не требует
больших капитальных затрат; применение панелей темного излучения не требует создания больших и громоздких сушильных камер, что значительно сокращает использование производственных площадей; панели темного излучения имеют очень малую потерю тепла в окружающую среду и не требуют дополнительного тепла на нагрев стен камеры; удельный расход тепла на 1 м2 высушиваемого лакокрасочного покрытия значительно меньше, чем при конвективной сушке, и составляет от 430 до 1300 ккал/ч-м2 в зависимости от скорости высыхания лакокрасочного материала.
Методика расчета терморадиационной сушильной установки
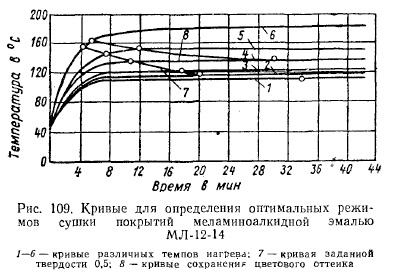
Основными параметрами режима терморадиационной сушки покрытий являются температура и продолжительность нагрева. Задаваясь одним из этих параметров, можно найти и другой по разработанным научно-исследовательским институтом технологии лакокрасочных покрытий (НИИТЛП) графикам для лакокрасочного материала различных марок. Пример такого графика для меламиноалкидной эмали приведен на рис. 109. Для обеспечения необходимого качества лакокрасочного покрытия необходимо, чтобы пленка его за время сушки приобрела заданную твердость без изменения оттенка цвета. В приведенном графике оптимальный режим сушки покрытия находится в пределах между соответствующими кривыми 7 и 8.
Задачей теплового расчета терморадиационных сушильной установки является определение мощности генератора лучистой энергии и его размеров, количества горелок для сушильных камер, размеров и расположения панельных излучателей в сушильной камере. При проектировании радиационных сушильных установок большое значение имеет определение изменения температуры изделий в процессе их облучения, так как кинетика прогрева определяет время их сушки. Эти расчеты позволяют получить максимальную температуру нагрева изделий, что также имеет очень важное значение. Для теплового расчета терморадиационных сушильных установок (кроме режима сушки) необходимо также знать физические свойства материала изделия.
Расчет терморадиационной сушильной камеры производится на основании следующих исходных данных:
а) вида высушиваемого лакокрасочного материала и установленного технологического процесса режима его сушки;
б) толщины пленки высушиваемого материала в мк;
в) твердости пленки после высушивания по маятникову прибору;
г) расхода лакокрасочного материала в кг/ч;
д) количества испаряемого из пленки растворителя в кг/ч;
е) размера окрашиваемой площади изделий в м2/ч;
ж) материала изделия и толщины материала в мм;
з) размера облучаемой площади изделий в м2/ч;
и) веса изделий, проходящих через сушильную камеру, в кг/ч;
к) шага навески технологических подвесок в ж; л) скорости конвейера в м/мин., м) веса конвейера с подвесками в кг/м; н) габаритных размеров высушиваемых изделий в м) габаритых размеров сушильной камеры в м; п) расстояния от излучателей до поверхности изделий в м; р) средней температуры в цехе в °С.
Прежде чем приступить к тепловому расчету, необходимо опытным путем на основании принятого режима сушки получить кривую изменения температуры изделий за время прохождения их в сушильной камере, а затем разбить ее длину на зоны с самостоятельным управлением. Количество зон в камере зависит от ее длины и характера кривой изменения температуры.
Далее задаются средней температурой воздуха по зонам. При этом в первой и в последней зонах температура воздуха должна быть ниже, чем в промежуточных (с учетом подсоса холодного воздуха через торцовые проемы камеры).
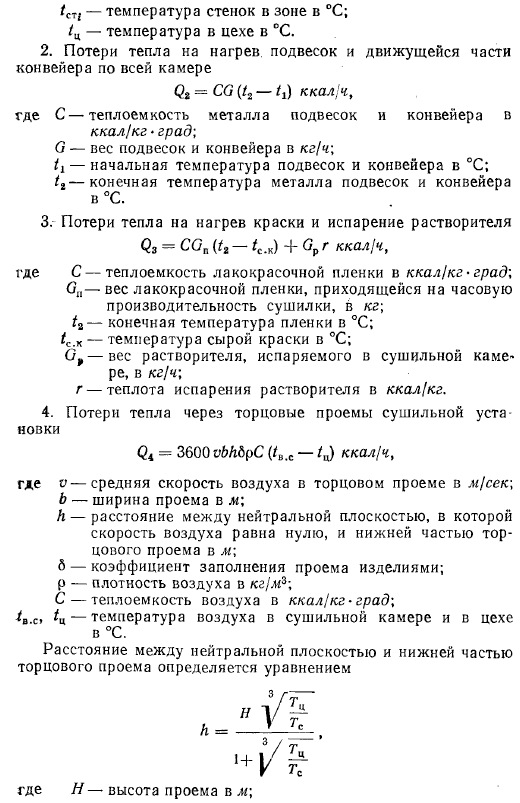
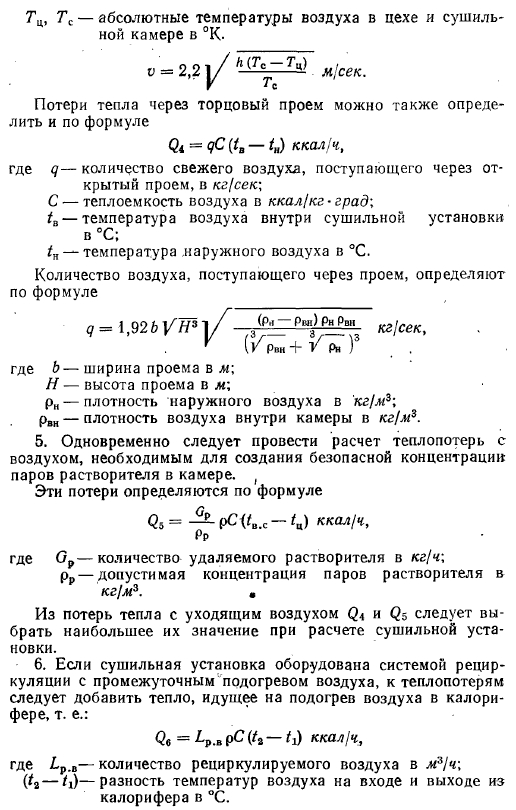
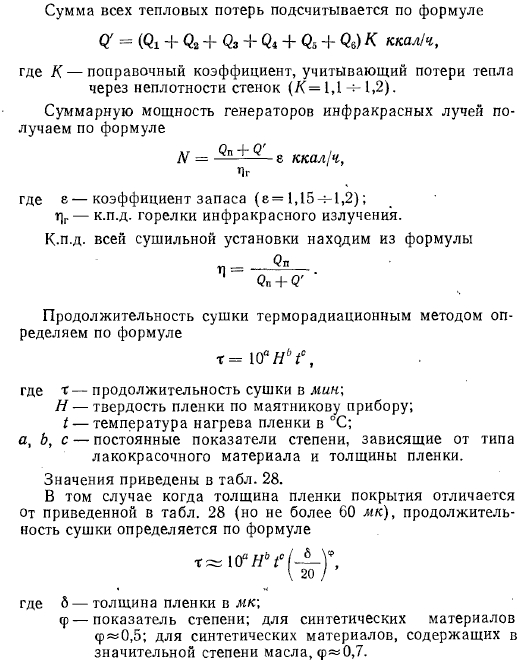
Тепловой баланс для любой зоны сушильной установки выражается формулой
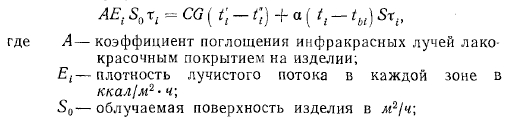
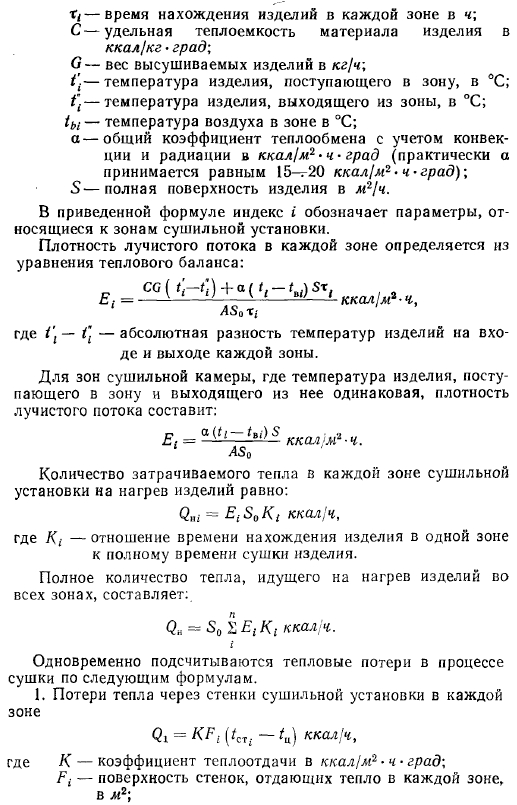
Если нужно произвести сушку лакокрасочного покрытия на изделиях сложной конструкции (без изменения цвета покрытия), устанавливают допускаемую неравномерность нагрева пленки.
Неравномерность нагрева пленки должна быть также учтена, когда в одной и той же сушильной установке при одном и том же режиме осуществляется одновременная сушка различных лакокрасочных покрытий.
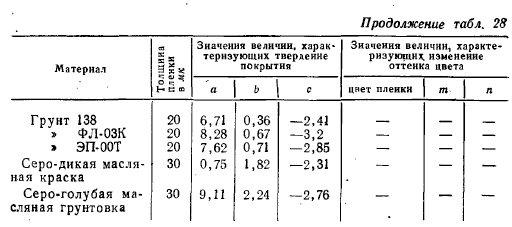
Допустимая неравномерность нагрева покрытия для данной температуры сушки, при которой пленки, определяется по формуле

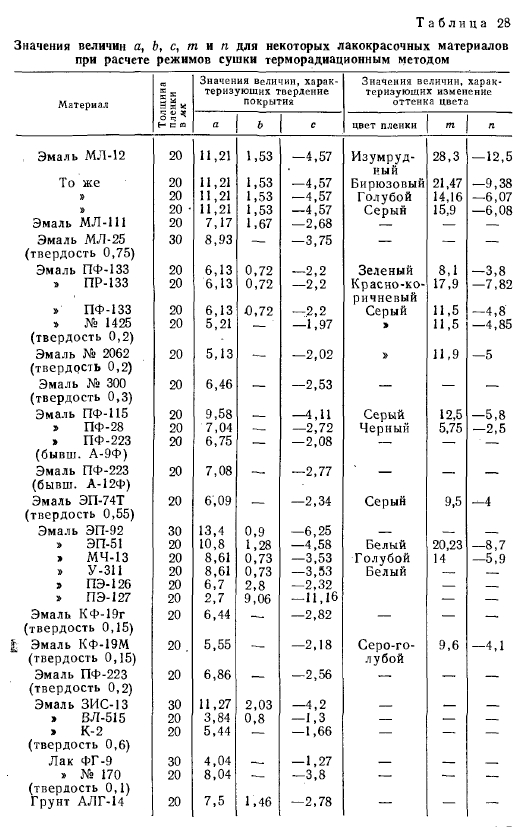
В случае одновременной сушки различных лакокрасочных покрытий а, b и с принимают по лакокрасочному материалу,, имеющему наибольшую продолжительность сушки, а значения величин m и п — по наиболее термочувствительному лакокрасочному материалу.
Чем ближе по значению К к единице, тем более высокую равномерность нагрева необходимо достигнуть для получения качественного покрытия.
Например, если температура сушки покрытия эмалью принята равной 130° С, а максимально допускаемое значение коэффициента неравномерности нагрева соответствует 1,05, то предельная температура нагрева детали равна

В качестве примера приводится расчет конвейерной терморадиационной сушильной камеры для сушки кабин грузового автомобиля.
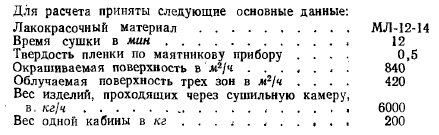
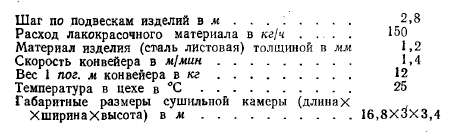
Тепловой расчет установки начинается с подбора режима сушки покрытия согласно графику, приведенному на рис. 109. Задаваясь временем сушки 12 мин, но кривым выбирается максимальная температура нагрева изделия 150° С. Для расчета вся сушильная установка разбивается на три равные зоны с таким расчетом, чтобы максимальная интенсивность облучения приходилась на первую зону, что обеспечивает быстрый нагрев изделий до заданной температуры в этой зоне (термоудар).
В заключении следует отметить, что независимо от выполнения теплового расчета терморадиационной сушильной установки разработке проекта должно предшествовать лабораторное исследование процесса сушки конкретного изделия в условиях, близких к производственным. Данные этих исследований должны быть положены в основу проектно-конструкторской разработки сушильной установки.
