Согласование работы агрегатов сталеплавильных, внепечной обработки стали и МНЛЗ
Сталеплавильные цехи, включающие отделения непрерывной разливки стали, относятся к производственным системам, в которых несогласованность и напряжённость в работе оборудования может привести к потерям. Разные мощности производственных агрегатов, высокая степень непрерывности технологического процесса, необходимость одновременной отливки заготовок разных сечений — всё это весьма осложняет согласование. Основа согласованной работы — контактные графики, при построении которых прежде всего определяют условия согласованной работы
1. Время разливки плавки на МНЛЗ должно быть равным или кратным циклу поступления плавок от сталеплавильных агрегатов на разливку.
2. Время обработки стали на агрегатах внепечной обработки должно быть равным или меньше времени разливки.
3. Время подготовки МНЛЗ между разливками должно быть равно или кратным циклу поступления плавок от сталеплавильных агрегатов на разливку.
Рассмотрим несколько примеров работы МНЛЗ. При работе одного конвертера с временем плавки 40 мин цикл поступления плавок в ОНРС составит также 40 мин, а при работе двух конвертеров — 20 мин. Тогда время разливки плавки будет: при работе одного конвертера 40 или 80 мин, двух —40, 60 или 80 мин. Время внепечной обработки во всех случаях должно быть < 40 мин.
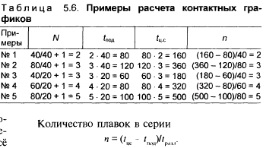
В ЭСПЦ при одной электропечи, работающей с временем выплавки 70 мин, и одной МНЛЗ время разливки должно быть меньше цикла разливки печи, например 60 мин Время подготовки МНЛЗ между разливками принимается минимально допустимым (50—60 мин). Серийность в этом случае определяется делением времени подготовки на разницу между циклом времени выплавки и временем разливки. Для заданных условий оптимальная серийность составит 0/(70 60) = 6 или 50/(70 60) = 5.
Во всех случаях будут задержки плавок на агрегатах внепечной обработки стали для согласования работы технологического оборудования При времени разливки, равном времени выплавки стали в электропечи, серийность разливки может быть более высокой, но со сниженной общей производительностью изза пропуска плавок в электропечи в период подготовки МНЛЗ.
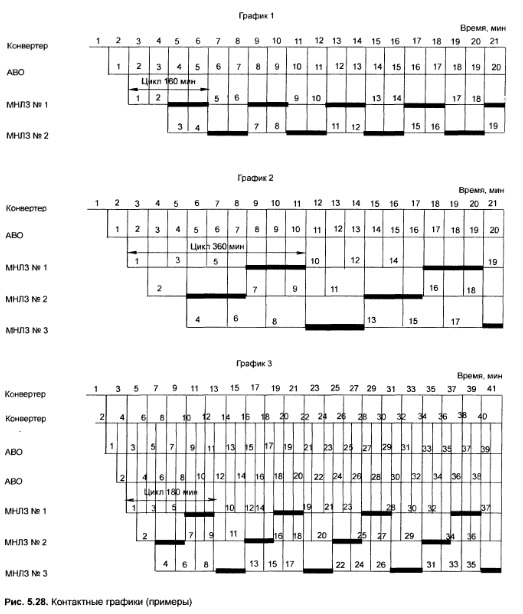
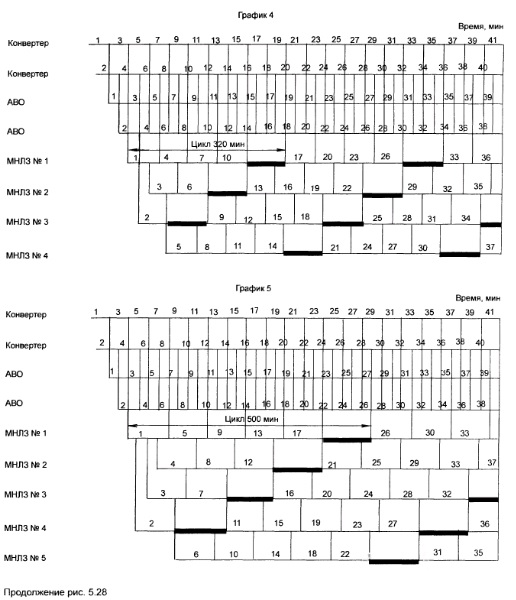
При работе двух электропечей и двух МНЛЗ можно рассмотреть два варианта взаимной работы электропечей и МНЛЗ с учётом агрегатов внепечной обработки стали: 1) каждая печь работает со своей МНЛЗ; 2) печи выдают плавки со сдвигом на половину времени выплавки, т.е. цикл поступления плавки на разливку составит половину времени выплавки.
По первому варианту схема работы и контактные графики аналогичны условиям при одной электропечи и одной МНЛЗ По второму время разливки может быть равно времени выплавки в электропечах. Контактный график в этом случае строится аналогично, как и в условиях конвертерного цеха Серийность в этом варианте может быть увеличена, однако при этом будут простои МНЛЗ на ожидание разливки после подготовки.
В. А. Авдеев, В. М. Друян, Б. И. Кудрин, Основы проектирования металлургических заводов, М., 2002
