Выбор основных параметров МНЛЗ
Основные параметры выбирают в зависимости от назначения и условий работы МНЛЗ в комплексе металлургического производства. Определяющие факторы — марочный состав разливаемых сталей, размеры и форма поперечного сечения заготовок, вместимость сталеразливочного ковша, цикл подачи ковшей на МНЛЗ, расположение ее в цехе.
Для радиальных и криволинейных МНЛЗ базовый радиус R является одним из основных параметров От его выбора зависят качество отливаемых заготовок и капитальные затраты Базовый радиус определяется задней стенкой технологического канала установки, включая кристаллизатор и дуговой участок зоны вторичного охлаждения При перестройке МНЛЗ на другую толщину заготовки ее базовый радиус остается неизменным
На основании теоретического анализа и опыта эксплуатации многих МНЛЗ криволинейного типа выработаны рекомендации по ограничению величины их базовых радиусов в пределах 25— 35кратной толщины сортовых и диаметра круглых отливаемых заготовок
Рекомендуемые значения базовых радиусов криволинейных МНЛЗ в зависимости от толщины или диаметра заготовки приведены ниже
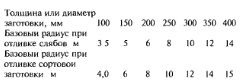
В связи с достижениями в области технологии непрерывной разливки стали и подготовки жидкого металла к разливке появилась тенденция уменьшения базовых радиусов установок, особенно в тех случаях, когда установка предназначена для размещения в действующем цехе, имеющем небольшую высоту
Другой важный параметр МНЛЗ — металлургическая длина (технологической линии), которая определяется из максимально ожидаемой в процессе разливки протяженности жидкой фазы в слитке с резервом около 15 %
Протяженность жидкой фазы определяется по эмпирической формуле

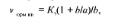
где К — эмпирический коэффициент, зависящий от толщины а, мм, и ширины Ь, мм, vHopM — нормативная (расчетная) скорость разливки, м/мин Для промежуточных значений коэффициент берется пропорционально величине отношения ширины слитка к толщине
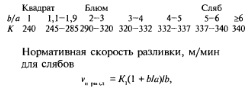
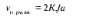
— коэффициент, зависящий от марки разливаемой стали и назначения готовой продукции, равный 0, 28—0,3 для сталей углеродистой обыкновенного качества и низколегированной конструкционной, 0, 22 для сталей углеродистой и низколегированной для судо, котло, мостостроения, трубной, низкоуглеродистой, стабилизированной алюминием для холоднокатаного листа, высоколегированной и сплавов для электродов, 0, 18 для сталей низкоуглеродистой электротехнической, динамной и трансформаторной, ШХ, для заготовок прямоугольного сечения V.,. =*,(1 +Ыа)/Ь, где К2 — коэффициент, зависящий от марки разливаемой стали и назначения готовой продукции, равный 0, 14 для сталей углеродистой обыкновенного качества, низколегированной конструкционной, углеродистой и низколегированной для судо, мостостроения и трубной, 0, 11 для сталей углеродистой качественной и легированной конструкционной, инструментальной углеродистой и легированной, высоколегированной и сплавов для электродов, ШХ, для заготовок квадратного сечения
Совершенствование технологии разливки стали, условия взаимной работы сталеплавильных агрегатов и МНЛЗ меняют расчетные скорости разливки в пределах 20 %
Металлургическая длина МНЛЗ определяется протяженностью жидкой фазы Н = 1,151, м, где 1,15— коэффициент, учитывающий величину резерва металлургической длины МНЛЗ Аналогично определяется металлургическая длина МНЛЗ радиального, наклоннокриволинейного и горизонтального типов
Для МНЛЗ вертикального типа металлургическая длина < 15 м, так как дальнейшее увеличение связано с большим ферростатическим давлением жидкой фазы, сложностью создания оборудования направляющих устройств зоны вторичного охлаждения Создание вертикальных МНЛЗ с металлургической длиной > 15 м нецелесообразно
Для оценки общей длины МНЛЗ необходимо определить протяженность участка от конца металлургической длины установки до конца приемного рольганга Участок включает рольганг перед газорезкой, устройство отцепления затравки, устройство резки заготовок, клеймитель, устройство хранения затравки, приемные и транспортные рольганги, устройство поперечной передачи заготовок Протяженность участка зависит от сечения и мерной длины отливаемых заготовок и составляет от 25 до 50 м Конкретные параметры МНЛЗ рассчитываются поставщиком технологического оборудования
В. А. Авдеев, В. М. Друян, Б. И. Кудрин, Основы проектирования металлургических заводов, М., 2002
