ФОРМООБРАЗОВАНИЕ ДЕТАЛЕЙ ИЗ ТРУБ
В конструкции широкофюзеляжных самолетов применены трубопроводы из алюминиевых и титановых сплавов и стали диаметром от 6 до 150 мм, а в отдельных случаях свыше 200 мм.
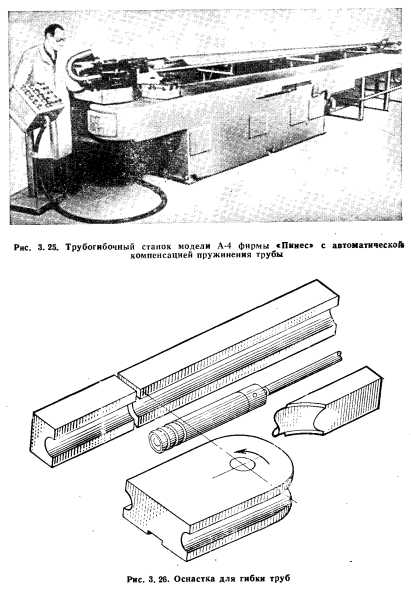
Основной технологической схемой формообразования труб является гибка-намотка с применением внутренних гибких вкладышей- оправок. Для гибки труб диаметром до 50 мм обычно используют станки с программным управлением, работающие в полуавтомати ческом режиме (рис. 3.24). Трубы диаметром от 100 до 250 мм изгибают на станках с ручным управлением. Имеются модели станков для гибки труб, с подогревом. Фирма «Пинес» выпускает трубогибочные станки с автоматической корректировкой угла гиба с учетом отпруживания при снятии нагрузки (рис. 3.25). При гибке труб для эффективного регулирования величины деформации в зонах растяжения или сжатия трубы применяют локальную смазку трубы и технологической оснастки, а также введение в определенных зонах поверхности трубы и оснастки абразивного материала.

Производительность при изгибе труб в различных плоскостях на станках с программным управлением составляет около 5 гибов в минуту; смена программы на станке занимает не более 10— 15 мин. Программа составляется с помощью ЭВМ, в память которой заложены сведения по оптимальным режимам гибки и последовательности операций. Жесткость конструкции трубогибочных станков, высокая точность изготовления ответственных узлов этих станков, хорошее качество систем программного управления и оснастки обеспечивают высокую точность изгиба.
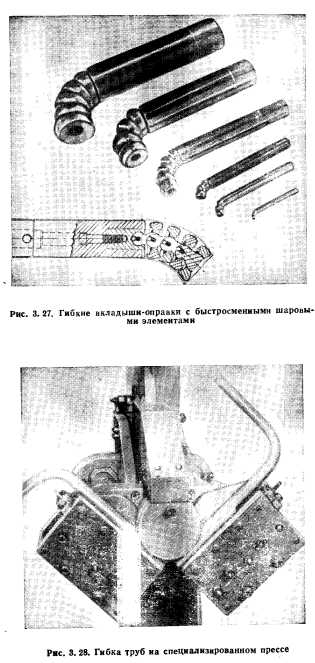
Применяемая при гибке-намотке оснастка состоит из намоточ ного шаблона — оправки, разглаживающего башмака, зажим внутреннего вкладыша (рис. 3.26). Внутренний вкладыш обычно выполнен в виде многозвенной гибкой оправки. Применение раз глаживающего башмака и внутренней оправки позволяет устранит гофрообразование при изгибе. Конструкция внутренней гибкой мно гозвенной оправки, применяемой при изгибе труб на станках фирмы «Пинес», в последнее время неоднократно усовершенствовалась Соединение отдельных ее звеньев осуществляется по типу «шар — гнездо» (рис. 3.27), что позволяет: легко снимать и добавляет звенья; сохранять гибкость оправки при изгибе с малыми радиусами; обеспечивать высокую прочность и стойкость.
Для изгиба труб диаметром от 30 до 65 мм при числе гибов не более двух, преимущественно в одной плоскости, применяют специализированные прессы с производительностью до 2000 гибов в час (рис. 3.28).
Белянин П. Н. Производство широкофюзеляжных самолетов в США — М.: Машиностроение, 1979.
