ПРОИЗВОДСТВО КОРПУСНЫХ И КОЛЬЦЕВЫХ ДЕТАЛЕЙ
Алюминиевые кольца для корпуса вентилятора обычно обрабатываются на вертикальном токарно-револьверном станке фирмы «Булард», имеющем рабочий стол большого диаметра. Для обработки колец применяются также вертикальные токарно-револьверные станки фирм «Морандо» и «Грей».
Корпусные детали вентилятора, а также других узлов из титановых сплавов на фирме «Пратт—Уитни» сваривают специально разработанным методом. Ручную сварку плавлением выполняют в пластмассовом кожухе, заполненном инертным газом, который обеспечивает надежную защиту шва от загрязнений. Этот способ прост и универсален.
Операции обточки, сверления и расточки отверстий корпусных деталей фирмы «Дженерал электрик» и «Роллс-Ройс» выполняют на станках типа «машинный центр» с ЧПУ фирмы «Керней-Треккер» модели «Мильвоки Матик» с магазином на 80 инструментов. Кроме того, английская фирма применяет обрабатывающий центр фирмы «Ставели» с магазином на 40 инструментов.
Корпуса сварной конструкции двигателя JT9-D обрабатывают на карусельно-шлифовальном станке фирмы «Элб-Шлифф» модели SWR-150D (рис. 9.10). На фирме «Роллс-Ройс» широко применяют обработку корпусных деталей из жаропрочных сплавов электрохимическим методом, для чего используют 18 установок «Ано- кат».
Корпуса из легких сплавов обрабатываются на пятикоординатном станке «Омнимил» с программным управлением фирмы «Сандстренд». Разрабатывается проект автоматической линии из станков с ЧПУ для обработки крупногабаритных корпусных деталей. Корпуса камер сгорания двигателя JT9-D изготавливают из высокотемпературного сплава «Инконель-718», в то время как для корпусов турбины и выхлопного сопла применяют поковки из сплава «Инколой-901».
Для обработки кольцевой детали вого сплава, представляющей собой тонкостенную поковку диаметром 244 мм, английская фирма «НРС Инджинииринг» изготовила приспособление для сверления 416 отверстий. Эта же фирма изготовила контрольное приспособление для проверки взаимного положения конструктивных и технологических отверстий. Положение каждого отверстия относительно базы в центре приспособления измеряется индикатором, закрепленным на телескопической консоли, внутренний конец которой соединен сферической цапфой с кронштейном крепления в центре приспособления.
Крупногабаритные приспособления изготавливают на универсальных станках; растачивание отверстий ведется на комплексе оборудования, состоящем из горизонтально-расточного станка «Унион» и двух вертикально-фрезерных станков.
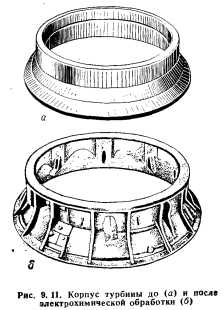

Для обработки тонкостенных сложных корпусов с фасонными пазами фирма «Роллс-Ройс» применяет электрохимическую н электрофизическую обработку. На рис. 9,11 показан корпус двигателя, подвергаемый электрохимической обработке. Ребра жесткости корпуса обрабатываются малогабаритным инструментом (для обработки корпуса двигателя потребовалось 27 инструментов). Масса заготовки равна 453 кг, а масса детали — 67 кг. При изготовлении корпуса, показанного на рис. 9.12, применяется химическая обработка одновременно по всей поверхности детали.
Белянин П. Н. Производство широкофюзеляжных самолетов в США — М.: Машиностроение, 1979.
