СОВЕРШЕНСТВОВАНИЕ СТАНОВ ХОЛОДНОЙ ПРОКАТКИ
Изложены элементы концепции высокой технологии, используемой на станах холодной прокатки. Приведены схемы станов и их управления. Особое внимание уделено оценке качества продукции и экономичности технологии.Наименьшие допуски по толщине полосы, наилучшая планшетность, отличное качество поверхности и наименьшее превышение номинальной длины проката — эти требования по качеству холоднокатаной продукции привели фирму "СМС" к необходимости развивать концепцию "высокой технологии" прокатки (ВТП) для станов холодной прокатки (рис. 1).
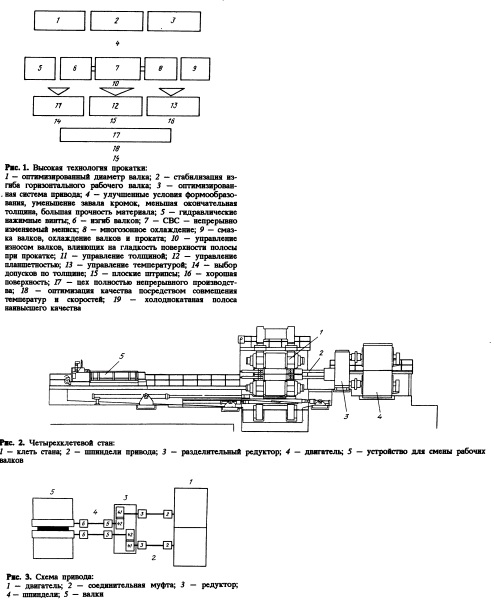
В настоящее время требования по проектированию станов холодной прокатки характерны четырьмя стадиями.
1 стадия — размеры стана. Сюда входит определение размеров (диаметра) рабочего валка, оценка устойчивости валка и выбор оптимальной системы привода.2 стадия — охватывает элементы управления параметрами, определяющими качество проката. Сюда входят блоки допусков по толщине, планшетности полосы, ее температуре и , качеству поверхности полосы.
3 стадия окатывает цепи технологического управления, которые взаимодействуют с элементами управления второй. стадии на основе первой стадии, оказывая влиянине на толщину полосы, параметры планшетности и качества, которые определяют качество продукций в целом.
4 стадия содержит непрерывные процессы, оказывающие влияние на сокращение превышения номинальной длины полосы и на максимально возможную производительность стана.
Некоторые из перечисленных элементов будут рассмотрены подробнее на примене стана тандем (стана с последовательным расположением клетей).
На рис. 2 видно, что привод двух рабочих валков с использованием разделительного редуктора и трехфазного электродвигателя расположен один над другим. Мощность каждого двигателя 2700 кВт. Подбором, типа трехфазного двигателя можно получить такую же мощность только от одного двигателя, что даст возможность максимально сократить зубчатую передачу привода. Обе нитки привода спроектированы одинаковыми. Массы и упругие характеристики двух шпинделей, редукторов и муфт одинаковы (рис. 3). Барабан тандем стана с непосредственным приводом от трех. фазного электродвигателя мощностью 2700 кВт (рис. 4). Благодаря применению трехфазного двигателя можно управлять натяжением во всем интервале, необходимом для получения удовлетворительной точности при прокатке с различными режимами.
Непосредственный привод барабана (моталки) обладает незначительным моментом инер
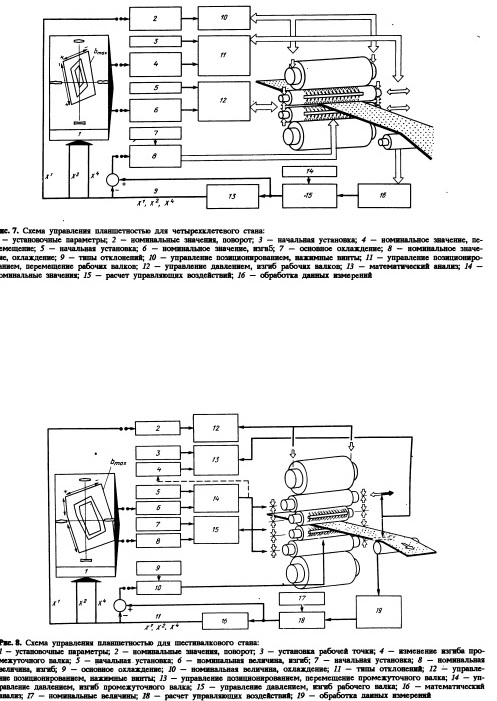
Измеряемой величиной для оценки планшетности проката является распределение растягивающих напряжений по ширине полосы (рис. 7). Отклонения измеренной величины от заданной техническими условиями анализируют и переводят в полиномиальную форму различных порядков. Данные первого порядка воздействуют на гидравлические нажимные винты, выдавая управляющий (поправочный) сигнал. Полиномы второго и третьего порядков распределяются в . соответствии с семейством характеристик в системы СВС и изгиба рабочих валков. Каждое семейство представляет собой показатель названных систем по мощности воздействия на форму рабочего пространства валков. Нужное число членов полиномов второй и четвертой степени преобразуют математически (в соответствие с данными каждого семейства характеристик) в управляющие команды для систем СВС и изгиба валков. Погрешности более высокого порядка задают в систему многозонного охлаждения рабочих валков. Это позволяет уменьшить разброс величин более высокого порядка в распределении растягивающих напряжений с дополнительной чувствительностью и обеспечить хорошую планшетность проката.

Принципиальная схема управления для шестивалковой клети та же самая, но погрешности второго порядка передают на системы изгиба и перемещения промежуточных валков (рис. 8). Это означает, что система СВС перемещения промежуточного валка применяется, в основном, для предварительной установки, а система изгиба валков — для управления. Предварительная установка механизмов системой СВС не изменяется до тех пор, пока не исчерпаются возможности окончательного управления систем изгиба и противоизгиба рабочих и промежуточных валков. куумным фильтром перед поступлением в бак. В самом баке предусмотрены магнитные фильтры для отделения стальных частиц. В питающей и возвратной линиях установлены насосы с управляемой подачей. По сравнению с насосами постоянной производительности и подачи это позволяет закачивать только то количество эмульсии, которое необходимо, и за счет этого экономить электроэнергию.
Еще одним важным свойством (качеством) современных станов является наиболее быстрая оценка качества поверхности прокатанной полосы как с верхней, так и с нижней сторон для того, чтобы как можно быстрее установить появление дефектов на валках. С учетом этих соображений фирма СМС разработала систему контроля в процессе прокатки (рис. 10).
Благодаря применению дисковых ножниц на подающем участке от полосы отрезают кусок
В последние годы применяют усовершенствованную систему подачи эмульсии, чтобы улучшить качество поверхности полосы без ее очистки (рис. 9). Система
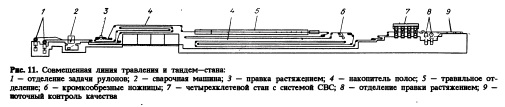
Рулоны сваривают на входе в цех и не разделяют до окончания травления и прокатки. Это означает, что кроме отрезаемых кромок по концам полосы потерь металла нет. Благодаря непрерывности прокатки получается чрезвычайно малое отклонение длины проката от номинальной (в большую сторону), т&к как оборудование только слегка притормаживают, но не останавливают для резки полосы.
Следующее преимущество — в сокращении капитальных затрат. Не предусмотрено натяжных барабанов в линии травления или участок входа перед станом. Поскольку нет промежуточного склада рулонов между травильной линией и станом, то сокращаются капитальные затраты на производственные площади, здания и крановое оборудование. Вследствие объединения двух линий сокращается время обработки рулона как при травлении, так и прй прокатке, и в результате — в целом по цеху.
Элементы ВТП, представленные в статье, только один из примеров прокатной технологии сегодняшнего дня для достижения наилучших допусков по толщине и планшетности наряду с хорошим качеством поверхности и минимальными потерями на некратность длины проката.
СБОРНИК НАУЧНЫХ ТРУДОВ Черная металлургия России и стран СНГ в XXI веке. Т о м 3, Москва 1994
