ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ ПОЛИМЕТАЛЛИЧЕСКИХ ЛИСТОВ И ПОЛОС
Рассмотрены результаты теоретических и экспериментальных исследований процесса производства многослойных полиметаллических композиций и изделий на их основе. Теоретические исследования были выполнены при помощи комплекса разработанных авторами математических моделей. Практическая реализация результатов работ имела место при разработке технологий производства указанных материалов, при проектировании и изготовлении специализированного оборудования.Краматорским индустриальным институтом в содружестве с рядом институтов и заводов выполнен комплекс теоретических и экспериментальных исследовании, направленных на разработку математических моделей и создание технологических процессов и оборудования для производства и обработки давлением полиметаллических листов и полос.
В частности, исследовали и получили математическое описание процессы: производства многослойных полиметаллических листов и полос путем прокатки (процесс плакирования); горячей и холодной прокатки многослойных полиметаллических композиций, характеризующихся наличием предварительно полученных межслойных металлических связей, например, сваркой взрывом; волочения многослойных полиметаллических прутков и труб; производства биметаллических композиций на основе порошковых технологий; правки композиционного листового и сортового металлопроката; гибки, вытяжки и профилирования многослойных полиметаллических листов и полос.
В основу математических моделей напря женнодеформированного состояния были положены численные рекуррентные решения конеч норазностной формы условий статического равновесия выделенных элеменарных объемов очага деформации [1]. При этом наиболее существенной отличительной чертой полученных математических моделей является возможность корректного учета реального характера распределения физикомеханических свойств металлов, геометрических характеристик и условий контактного трения в объеме всей зоны упругопластического формоизменения.
Прогнозирование кинематических и геометрических параметров процессов прокатки и волочения многослойных полиметаллических композиций было выполнено на основе метода верхней оценки путем численного построения кинематически возможных полей скоростей и их последующего вариационного решения по условию минимума суммарной мощности пластического формоизменения [2].
Полученные детерминированные математические модели в сочетании с генерированием и статистической обработкой массивов исходных и результирующих данных, объединенных общей стратегией метода МонтеКарло, составили комплекс программных средств по имитационному моделированию рассматриваемых технологических процессов. Численная реализация имитационных моделей позволила на теоретическом уровне прогнозировать такие важнейшие показатели качества, как продольная и поперечная разнотолщинность, точность геометрических форм, а также уровень и пределы изменения физикомеханических свойств готовой металлопродукции.
На основе полученных теоретических данных сформулированы и решены задачи по оптимизации технологических режимов и конструктивных параметров механического оборудования [3], предназначенного для производства и последующей обработки многослойных полиметаллических композиций. В частности, даны рекомендации по компоновке валковых систем, выбору состава оборудования и определению оптимальных значений модуля жесткости рабочих клетей [3, 4]. Решены задачи по выбору рациональных геометрических характеристик самой композиции, а также по оптимизации технологических режимов соответствующих процессов прокатки, волочения, правки, профилирования и т.д. Достоверность теоретических решений подтверждена результатами целого ряда экспериментальных исследований, выполненных как в лабораторных, так и в промышленных условиях.
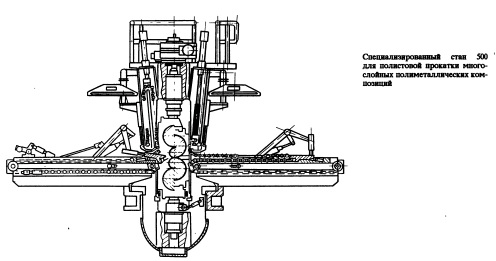
Результаты исследований использованы при разработке технологий, а также при проектировании и создании механического оборудования специализированного стана 500 [4] для полистной прокатки многослойных полиметаллических материалов (БРНПОПМ, г.Минск), специализированных станов П1000/800 и П 500/1300 для производства слоистых материалов на основе порошковых технологий (КЗИМП, г.Кировск), специализированного профилеги бочного агрегата 0,5—1,2x50—500 (СКМЗ, г.Краматорск) и ряда другого оборудования.
Отличительными особенностями специализированного стана 500, в полной мере учитывающими специфику пркатки композиционных материалов (см. рисунок), являются: использование комбинированного электромеханического нажимного устройства с гидравлической разгрузкой; возможность работы стана в варианте дуо с диаметрами рабочих валков 710 мм и в варианте кварто с диаметрами рабочих валков 320 мм. Возможным в этом случае является использование и комбинированной трехвалковой схемы 320/710x500; наличие индивидуального привода рабочих валков, обеспечивающего возможность реализации процесса прокатки с заданной степенью кинематической асимметрии; использование специализированных задаю щенатяжных устройств и механизмов прижима, а также дополнительного подпора листа, обеспечивающих требуемую траекторию перемещения прокатываемых листов при одновременном создании либо напряжений растяжения, либо напряжений сжатия; клети, обеспечивающая возможность реализации процесса прокатки с величиной усилия до 25—40 кН на один миллиметр ширины прокатываемого листа.
Специфика композиционных материалов была учтена и в конструкции специализированных станов П1000/800 и П550/1300, на которых освоено промышленное производство биметаллических листов с фрикционными, антифрикционными и антикоррозионными покрытиями. На основе композиционных материалов освоено производство таких изделий как полоз пантографа, биметаллические подшипники скольжения, тормозная накладка, биметаллическая черепица и др.
Разработан комплекс математических моделей, программных средств и рекомендаций по совершенствованию существующих и разработке новых процессов производства и обработки многослойных полиметаллических листов и полос, а также по оптимальному проектированию конструкции многослойного композита и рациональному проектированию механического оборудования, предназначенного для реализации рассмотренных процессов
СБОРНИК НАУЧНЫХ ТРУДОВ Черная металлургия России и стран СНГ в XXI веке. Т о м 5, Москва 1994
