ПЕРСПЕКТИВЫ ФИЗИКОХИМИЧЕСКОГО И МАТЕМАТИЧЕСКОГО ОБЕСПЕЧЕНИЯ СИСТЕМ УПРАВЛЕНИЯ МЕТАЛЛУРГИЧЕСКИМИ ПРОЦЕССАМИ
Согласно современным представлениям неравновесной термодинамики для любого неравновесного состояния зависимость между скоростью реакции w и ее сродством А может быть описана уравнением: где (i> — скорость прямой реакции; выражение в квадратных скобках характеризует отклонение реакции от равновесия.

Для оценки степени отклонения от равновесия реакций окисления примесей в различных сталеплавильных процессах был выполнен соответствующий анализ конкретных плавок по литературным данным. На рис.1 приведена зависимость степени отклонения от равновесия реакции окисления углерода от его содержания для основного рудного процесса, процесса завода "Азовсталь", ЛДпроцесса, ОЛП процесса, бессемеровского, кислого мартеновского процесса.
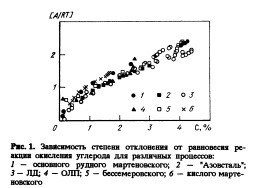
Для всех рассмотренных процессов степень отклонения от равновесия реакции окисления углерода почти одинакова при одних и тех же его концентрациях в металле. Общий характер изменения степени отклонения от равновесия реакций окисления кремния, марганца, фосфора для указанных типов процессов имеет аналогичную с углеродом тенденцию к уменьшению ее величины при снижении концентрации соответствующей примеси. В начальной стадии рафинирования реакция окисления углерода отклонена от равновесия в 6—10 раз, марганца в 20—90 раз, кремния в 50—150 раз, фосфора в 20—100 раз. Таким образом, для рассмотренных типов сталеплавильных процессов реакции окисления примесей фактически во всем диапазоне изменения их концентраций, т.е. большую часть времени рафинирования, значительно отклонены от равновесия.
Необратимость отдельных реакций, протекающих в металле и шлаке, связанная с обменом веществом с другими системами, позволяет рассматривать металлургические процессы как протекающие в нескольких открытых системах. В применении к сталеплавильным процессам в период обезуглероживания при продувке кислородом в общей системе можно выделить четыре открытые системы, взаимодействующие между собой: металл, шлак, кислородная струя и пузыри оксида углерода. Взаимодействие кислородной струи со шлаком ведет к накоплению кислорода в шлаке, с металлом — к накоплению кислорода в металле и окислению углерода и других примесей. Взаимодействие металла с пузырями СО обеспечивает существование реакционной поверхности для протекания реакций окисления, со шлаком — обмен кислородом металлом и шлаком. Ход процесса окисления примесей в значительной мере определяемся состоянием системы перед началом рафинирования, температурой, содержанием оксидов железа в шлаке.
Процесс обезуглероживания в сталеплавильных агрегатах может быть описан тремя 214 основными реакциями, протекающими параллельно:
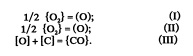
Анализ наравновесности показал, что реакции (I) и (II) отклонены от равновесия в 810 — ю10 раз, а реакция (III) в 6—10 раз. Движущей силой процесса' обезуглероживания является разность химических потенциалов кислорода в газовой фазе jT и кислорода, равновесного с соответствующими концентрациями кислорода в шлаке fi'lt металле и углерода в металле
Анализ изменения химического потенциала кислорода по глубине сталеплавильной ванны на уровнях / — газовая фаза; II — шлак; 777 — шлак, низ; IV — металл, верх; V — металл, низ; VI — равновесие с углеродом (рис.2) свидетельствует о том, что основные скачки отклонения от равновесия наблюдаются на границах газ—шлак и шлак—металл. Изменение условий массопередачи между шлаком и металлом приводит к перераспределению величин потенциала между металлом и шлаком. При повышении окислительной способности газовой фазы растет окисленность шлака и металла. При вдувании кислорода в металл снижается кислородный потенциал шлака.
Следовательно, в условиях сталеплавильной ванны происходит саморегулирование процесса обезуглероживания, которое состоит в том, что изменение химического потенциала кислорода на одной стадии приводит к таким изменениям его на Других, чтобы максимальная их разность при данном содержании углерода оставалась постоянной, а сумма потоков кислорода на отдельные звенья процесса была равной общему потоку, поступающему в систему.
На саморегулирование процесса обезуглероживания может влиять ряд факторов. На примере сталеплавильной ванны изучали связь между характером изменения температуры и скоростью обезуглероживания при трех вариантах: 1 — горячее начало и равномерный подъем температуры; 2 — холодное начало и равномерный подъем температуры; 3 — холодное начало и быстрый подъем температуры в середине процесса обезуглероживания. При варианте 1 обезуглероживание начинается с высокой скоростью, которая падает к моменту завершения процесса, содержание монооксида железа возрастает. В случае холодного начала (вариант 2) начальная скорость обезуглероживания относительно невысока, потом возрастает и в конце процесса обезуглероживания опять уменьшается, содержание FeO в шлаке к середине процесса возрастает, затем падает и к концу опять несколько возрастает. По варианту 3 отмечаются более низкие скорости обезуглероживания в начале и более высокие в середине процесса. Изменение содержания FeO в варианте 3 аналогично такому же в варианте 2, но с более резко выраженными максимумом и минимумом.
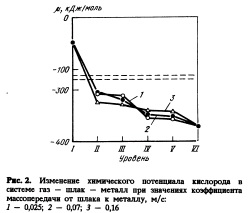
Установлено, что резкое повышение температуры может привести к большому удалению от равновесия реакции (III), хотя для реакций (I) и (II) отмечается плавное приближение к равновесию. Для характеристики необратимых гетерогенных процессов важной величиной является производство энтропии:
Из данных рис.З следует, что при варианте 3 наблюдается резкий скачок производства энтропии. В сталеплавильной практике этому соответствует так называемое раскипание ванны в мартеновской печи либо выбросы в кислородном конвертере. Таким образом, показатель производства энтропии, определяющий термодинамическое несовершенство процесса, может служить характеристикой неустойчивости его хода.
На стадии теоретических исследований металлургических процессов большое значение приобретает их математическое моделирование, позволяющее получить относительно быстро ценную информацию об особенностях их протекания. Наиболее эффективными для исследования являются детерминированные динамические модели с распределенными параметрами. В общем виде модель, описывающая крупномасштабный массообмен, состоит из дифференциальных уравнений в частных производных переноса кислорода в шлаке и металле С СООТВеТСТВуЮЩИМИ ИСТОЧНИКОВЫМИ членами, уравнений переноса окисляющихся примесей в металле также с источниковыми членами и условий однозначности.
Для обобщения наблюдаемых явлений широко применяются методы теории подобия. К настоящему времени подробно разработаны вопросы газогидродинамического и тепломассообменного подобия. Физикохимическое подобие к настоящему времени разработано недостаточно. Физикохимическое подобие может быть реализовано приведением дифференциальных уравнений, описывающих, например, процесс рафинирования, к безразмерному виду. В качестве исходных взята система уравнений с распределенными параметрами для переноса углерода и кислорода в металле, выраженными через эффективный коэффициент диффузии D3f с источниковыми членами, описывающими потребление кислорода на реакции окисления примесей.
При безразмерном виде уравнений получена функциональная зависимость безразмерной концентрации />,• от диффузионнргр ^ числа Фурье, чисел Дамкеллера — Da[oj4 "по кислороду для окисляющихся примесей и чисел Дамкеллера Daul для каждой примеси и безразмерной координаты. Поскольку и глубина ванны Н в конкретном процессе и агрегате одинаковы для всех примесей, то уравнение распределения кислорода на окисление примесей может быть записано как уравнение с сосредоточенными параметрами, при этом на границе шлак—металл и металл—реакционная зона задается поток кислорода /общ* Тогда уравнение распределения кислоррда между примесями будет представлено через безраз
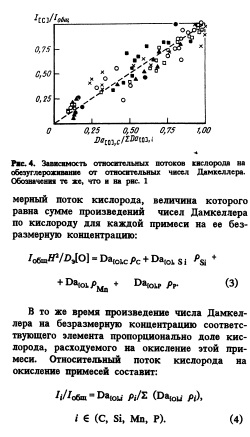
На рис.4 показаны рассчитанные по уравнению (4) относительные потоки кислорода для указанных выше процессов. Таким образом, уравнения в безразмерном виде могут быть использованы для описания окисления соответствующих примесей практически во всех процессах с коэффициентом корреляции 0,87— 0,95.
Относительные константы скоростей потребления кислорода на окисление соответствующих примесей практически одинаковы для всех рассмотренных сталеплавильных процессов, что указывает на значительную роль кинетических особенностей протекающих реакций в распределении кислорода между окисляют мися примесями. Комплекс полученных зависимостей указывает на физикохимическое подобие окисления примесей в различных сталё плавильных агрегатах и процессах.
Показано, что при дальнейшей разработке физикохимических и математических моделей необходимо учитывать необратимость и степень отклонения от равновесия реакций, протекающих в металле и шлаке. При нахождении процесса рафинирования в нелинейной области возникает саморегулирование реакций окисления за счет перераспределения потенциалов кислорода. Производство энтропии может служить характеристикой неустойчивости хода процесса, проявляющегося в виде "раскипания ванны" или выбросов. Кинетика окисления примесей в цзвестных сталеплавильных процессах подчиняется общим закономерностям, что является свидетельством их физикохимического подобия. Таким образом, при построении математических моделей металлургических процессов необходимо учитывать новые современные разработки теории металлургических процессов.
СБОРНИК НАУЧНЫХ ТРУДОВ Черная металлургия России и стран СНГ в XXI веке. Т о м I, Москва 1994
