СНИЖЕНИЕ РАЗНОТОЛЩИННОСТИ ПОЛОСЫ СИЛЬФОННЫМИ ГИДРОНАЖИМНЫМИ УСТРОЙСТВАМИ
Рассмотрены преимущества беспоршневых сильфонных гидравлических нажимных устройств (ГНУ). Высокое быстродействие уменьшает высокочастотные составляющие продольной разнотолщинности полосы за счет эксцентриситета валков, глиссажных меток, сварных швов. ГНУ измеряет с высокой точностью усилие прокатки, снижает износ подшипников, вероятность поломок и аварий, эксплуатационные затраты. Приведена эффективность использования сильфонных ГНУ на четырех станах холодной прокатки ленты и полосы.Непрерывно возрастающие требования рынка к точности размеров листового проката приводят к необходимости оснащения прокатных станов гидравлическими нажимными устройствами (ГНУ), быстродействие которых на порядок выше, чем у электромеханических нажимных устройств (ЭМНУ).
Разработанное АО ’’Черметавтоматика" сильфонное ГНУ обладает высоким быстродействием и лишено недостатков, присущих традиционным исполнительным механизмам типа пары поршень—цилиндр. Сильфонные исполнительные механизмы дополняют ЭМНУ, превращая при относительно малых затратах прокатный стан в современный.
Сильфонное ГНУ позволяет уменьшить продольную разнотолщинность полосы до 1% на 98% длины полосы при совместной работе с системой автоматического регулирования толщины (САРТ); компенсировать эксцентриситет прокатных валков в САРТ, а также устранить последствия "глиссажных меток" полосы и сварных швов; измерять усилие прокатки с высокой точностью; уменьшать износ подшипников опорных валков; защищать рабочие клети от перегрузок; фиксировать или разводить валки в аварийных ситуациях.
Сильфонное ГНУ состоит из двух сильфонных исполнительных механизмов (на каждую клеть), устанавливаемых под существующими нажимными винтами; двух блоков управления (на каждую клеть), представляющих собой совокупность электрогидравлических усилителей, обратных клапанов, гидрозамков, смонтированных на гидропанели, системы контроля и управления, насосноаккумуляторной станции и аппаратуры для управления последней.
Главная особенность сильфонного ГНУ — это конструкция исполнительного механизма (гидромодуля). Гидромодуль представляет собой сильфон особой конструкции: это замкнутая камера со входом и выходом для рабочей жидкости, образованная упругодеформируемой многослойной тороидальной оболочкой и герметично приваренными к ней сверху и снизу опорными плитами. Устанавливаются гидромодули между нажимными винтами и подушками верхних опорных валков. При изменении объема жидкости в камере опорные плиты перемещаются относительно друг друга и изменяют зазор между валками.
Каждый гидромодуль имеет два диаметрально расположенных датчика положения и датчик давления рабочей жидкости, а также механические и электрические ограничители хода опорных плит для защиты от чрезмерных перемещений в случае отсутствия противодействия со стороны клети.
Основными достоинствами сильфонных гидравлических исполнительных механизмов по сравнению с конструкцией цилиндр—поршень являются: отсутствие потерь на трение и, как следствие, некоторое повышение быстродействия и совмещение в одном устройстве функций исполнительного механизма и измерителя усилия прокатки, благодаря чему нет необходимости устанавливать последний дополнительно; снижение эксплуатационных затрат вследствие отсутствия уплотнений; меньшая высота, благодаря чему не требуется существенной реконструкции клети для установки гидромодулей; допустимость значительных перекосов опорных плит по отношению друг к другу, что делает гидромодуль высокоэффективным шарниром, улучшающим условия работы подшипников рабочих и опорных валков.
Сильфонные ГНУ находятся в эксплуатации на четырех станах холодной прокатки ленты и полосы, опыт показал, что наибольший эффект они дают при работе совместно с САРТ полосы.
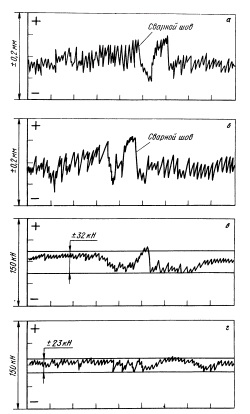
Для иллюстрации эффективности работы сильфонного ГНУ совместно с САРТ приведем осциллограммы, полученные при прокатке стали 08кп с толщиной 2,5 мм на толщину 0,8 мм (ширина 1015 мм) на 4клетевом стане 1700 холодной прокатки Череповецкого металлургического комбината (рисунок), вторая клеть которого оборудована сильфонными ГНУ. На рис. а ив приведены осциллограммы изменения соответственно входной толщины и межклетевого натяжения АТп (между первой и второй клетями) при выключенной СУ 11В, а на рис. б иг — осциллограммы тех же параметров при работающей СУПВ. В обоих случаях САРТ функционировала.
Как показывают осциллограммы, сильфонное ГНУ, установленное только на одной клети, почти на треть уменьшает колебания межклетевого натяжения и, соответственно, улучшает условия работы прокатного стана и снижает разнотолщинность готового проката, увеличивая выход годного. Особенно наглядна эффективность работы сильфонных гидронажимных устройств при прокатке сварных швов.
СБОРНИК НАУЧНЫХ ТРУДОВ Черная металлургия России и стран СНГ в XXI веке. Т о м I, Москва 1994
