СОВРЕМЕННЫЕ ЭЛЕКТРОПРИВОДЫ И СИСТЕМЫ АВТОМАТИЗАЦИИ ДЛЯ НОВЫХ И РЕКОНСТРУИРУЕМЫХ АГРЕГАТОВ
Представлены новые разработки фирмы "Ансальдо Индастриа/ Финмекканика? в области технических средств и систем автоматизации, дано их краткое описание, приведены примеры применения этих средств и систем в черной металлургии.Непрерывное развитие технологических процессов и управления производством, создание новых микропроцессорных средств и систем обуславливают возрастающие требования к автоматизированным системам управления (АСУ). Поэтому усилия разработчиков АСУ направлены на создание систем, которые имели бы такую же гарантированную надежность и высокие техникоэкономические показатели, какие свойственны специализированным системам,v но в то же время были очень гибкими и отвечали наиболее распространенным мировым стандартам. Такая концепция положена в основу разработок фирмы "Ансальдо Индастриа" и привела к созданию перспективных систем и средств автоматизации.
Интегрированная система ARTICS
ARTICS — это интегрированная реального времени система автоматизированного управления фирмы Ансальдо, которая успешно интегрирует управление технологическими процессами, базовую автоматизацию, интерфейс с электроприводами, диагностику и супервизор ное управление. Система предназначена для управления процессами с критическим быстродействием, где управление в реальном времени является необходимым условием, и является иерархически распределенной (функционально и топографически) системой управления.
Системы коммуникации играют большую роль в автоматических системах реального времени для управления промышленными процессами. ARTICS имеет многопроцессорную структуру с высокоскоростными магистралями связи, что отвечает требованиям управления сложными процессами.
Укрупненно основными компонентами ARTICS являются AMSмикропроцессорные системы фирмы Ансальдо, GIS — операторские станции, PLC — программируемые логические контроллеры, WSA — инженерные станции фирмы Ансальдо, управляющие ЭВМ, магистрали (линии) коммуникаций.
Микропроцессорная система Ансальдо
Основным компонентом системы ARTICS является микропроцессорная система AMS — "Ансальдо". Это мощная универсальная микропроцессорная система, обеспечивающая управление процессом в реальном времени, последовательное логическое управление, сбор, обработку и регистрацию информации, интерфейс с оператором, супервизорное управление. AMS построена на основе параллельной информационной магистрали VME. AMS могут выполнять роль управляющего компьютера или работать под управлением компьютера более высокого уровня.
В состав AMS входят все устройства, необходимые для реализации комплексного управления, а именно: сетевой интерфейс; операторский интерфейс; персональный компьютер для наблюдения за процессом; микропроцессоры для реализации управляющих алгоритмов и моделей; устройства для выполнения логических функций; устройства управления электроприводом; устройства высокоскоростного ввода—вывода.
AMS взаимодействуют между собой через сетевую магистраль фирмы "Ансальдо", называемую TPL (Tokenpass line); линия эстафетной передачи, имеющая прототипом сеть типа ARCNET.
Микросистема Ансальдо имеет прямую связь с программируемыми контроллерами, имеющими шину VME (контроллеры фирмы Allen Bradley, General Electric и др.). VME принята в качестве стандартной во многих странах, что позволяет интегрировать в состав ARTICS и AMS микропроцессорные средства производства других фирм и стран. Для связи с компьютерами и другими микропроцессорными устройствами, несовместимыми с VMEмагистралью, разработаны интерфейсы, включая технические и программные средства.
С помощью сети типа Ethernet ARTICS и AMS могут взаимодействовать с системами более высокого или одинакового уровня.
Элементной базой AMS являются процессоры Motorolla 860X0.
Важными компонентами системы ARTICS и AMS являются операторские (OIS) и инженерные (EWS) станции. Ансальдо разработала ряд таких станций, для которых созданы полные комплекты программных средств, обеспечивающих простую интеграцию этих станций в системы ARTICS.
Электрооборудование
Отличительной особенностью деятельности фирмы "Ансальдо" является комплексный подход к решению задач автоматизации, предусматривающий как использование и развитие современных методов управления, так и обеспечение систем всеми техническими и программными средствами. Одними из важнейших компонентов АСУ являются электродвигатели постоянного и переменного тока и соответствующие устройства управления этими двигателями.
Ансальдо поставляет электродвигатели для различных областей промышленности.
Для управления приводами постоянного и переменного тока разработаны несколько серий преобразователей с аналоговым и цифровым управлением. В металлургии применительно к АСУ широкое распространение получают
новые блочные комплектные тиристорные преобразователи с цифровым управлением для электроприводов постоянного тока серии Silcopac D.
Преобразователи Silcopac D обеспечивают высокие эксплуатационные показатели и позволяют решать задачи управления электроприводами от самых простых до очень сложных. Silcopac D прост и удобен при монтаже и эксплуатации, так как осуществляет: фази ровку силовой цепи и цепи управления без вмешательства эксплуатационного персонала; текущий контроль состояния привода; контроль состояния тахометрической связи; самонастройку; сигнализацию тревожных состояний и неисправностей.
К особенностям Silcopac D относятся: эффективное взаимодействие с оператором с помощью клавишной панели и дисплея; запоминание основных эксплуатационных параметров при авариях; активное взаимодействие с базовой системой путем диалога с помощью интерфейса RS485.
Silcopac D имеет следующие основные характеристики: стандарты — соответствие МЭК 146; диапазон изменения напряжения питающей сети +10 15; диапазон изменения частоты — 45—65 Гц; точность поддержания скорости в установившемся режиме; при тахометрической обратной связи — 0,1 %; при обратной связи с кодовым датчиком — 0,01 %; при обратной связи по напряжению якоря 2%; разрешающая способность по скорости — 0, 005 %; перегрузка по току — 150 % в течение 30 с.
Silcopac устойчиво работает в следующих условиях: температура окружающей среды: +35 °С — при естественной вентиляции; +45 °С — при принудительной вентиляции; предельная температура — +60 °С; высота над уровнем моря — до 1000 м: относительная влажность — 98 % (без выпадения росы).
Опыт внедрения АСУ фирмы "Ансальдо" Разработки Ансальдо Индастриа нашли широкое применение в металлургии. Ниже дано краткое описание трех крупных АСУ, разработанных и внедренных фирмой в самое послед ' нее время: АСУ доменной печи на заводе Thyssen Stahl в Германии, АСУ широкополосного стана горячей прокатки для завода в Бант Сапхане, Таиланд, АСУ для реконструированных станов Сендзимира в Ужине, Франция.
АСУ доменной печи
Доменная печь завода Thyssen Stahl (ФРГ) характеризуется следующими данными: общая высота 100 м; диаметр горна — 14,9 м; количество фурм — 421 (оборудованы также для вдувания угольной пыли); загрузочное устройство типа Paul Wurth; шихтоподача с помощью ленточного конвейера; количество бункеров — 20, оборудованы взвешивающими системами; количество воздухонагревателей — 3; мощность дутья — 5000 м3/ч; * производство — 10600 т/сут. "Ансальдо" поставила электрооборудование, контрольноизмерительное оборудование и систему автоматизации.
Электрооборудование включает распределение среднего и низкого напряжения, установку непрерывного питания с ее управлением, приводы среднего и низкого напряжения, релейную логику, мнемопанели, щиты управления.
В состав системы контроля, измерения и автоматизации входят цеховые контрольноизмерительные приборы, датчики, системы взвешивания, системы анализа, первый (базовый) уровень автоматизации, второй уровень управления цехом и сопряжения с управляющим компьютером.
Функционально и топологически система распределена по 6 кольцам, зключая центральное.
Техническое обеспечение системы включает: 44 устройства управления процессом (PCU) фирмы Элзаг Бейли; 10 рабочих станций (WSA) фирмы Ансальдо; 6 инженерных станций EWS; 2 персональных компьютера; средства сети INFIМЕТ фирмы Элзаг Бейли.
Общая конфигурация системы автоматизации и распределения ее основных компонент по кольцам и участкам доменной печи представлена на рис. 1.
Объем автоматизации доменной печи включает: управление подготовкой шихты и шихтопо дачей, транспортировкой материалов, работой воздухонагревателей, вдуванием угольной пыли, распределением шихты на колощнике доменной печи, контроль уровня засыпи шихты, распределения температуры и давления с помощью горизонтального зонда, газовый анализ, использование отходящих газов, контроль систем охлаждения, удаление пыли, управление грануляцией шлака и т.д.
Ввод системы в действие в полной мере обеспечивает достижение проектных показателей работы доменной печи.
Стан горячей прокатки полосы
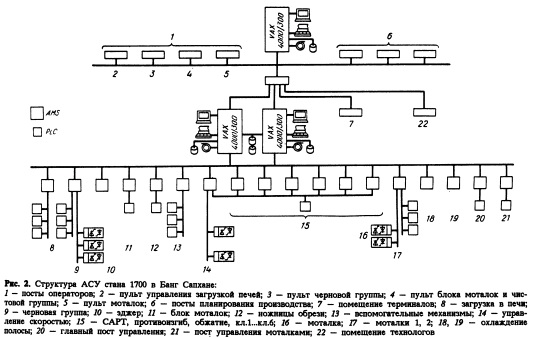
В состав стана 1700 в Банг Сапхане (Таиланд) входит следующее основное оборудование: 2 печи с шагающим подом производительностью 275 т/ч каждая; эджерная клеть; черновая реверсивная клеть; блок моталок (после черновой группы); ножницы для обрезки концов; чистовая группа из шести клетей; устройство охлаждения полосы (водяное); 2 моталки.
Стан характеризуется такими данными:

Второй уровень — управление технологическими процессами, реализован на двух компьютерах VAX 4000/300.
На основе компьютера VAX 4000/600 построен уровень управления производством.
Структура системы представлена на рис. 2.
С помощью системы автоматизированы все основные операции и процессы на стане, начиная от загрузки металла в нагревательные печи и кончая транспортировкой рулонов из цеха, в том числе автоматизированы: последовательное логическое управление механизмами и агрегатами по всей линии стана; расчет режимов, заданий и уставок для работы стана;
управление обжатиями, скоростными температурными режимами, межклетевыми натяжениями, петлеобразованием; управление охлаждением полосы; управление смоткой; контроль и регулирование ширины и толщины полосы; управление обрезью и т.д.
Основными функциями верхнего уровня системы являются: обработка заказов; управление складом заготовок; планирование производства; управление отгрузкой; управление качеством; управление валковым хозяйством и складом запасных частей.
Стан холодной прокатки. Система управления фирмы Ансальдо введена в действие на двух реконструируемых станах Сендзимира TS04 и TS06 в Ужине (Франция).
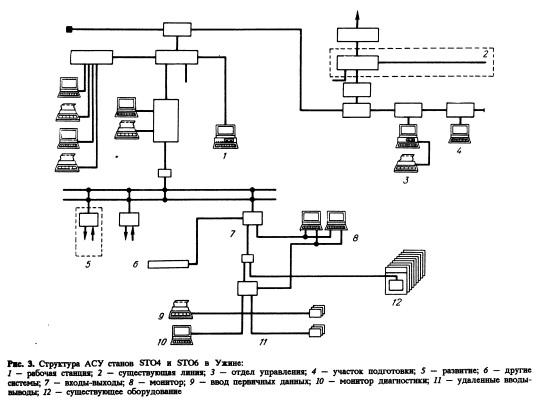
Двухуровневая система спроектирована с использованием микропроцессорных систем фирмы Ансальдо (AMS) и компьютеров серии VAX. Структура системы дана на рис. 3.
Уровень базовой автоматизации включает по 1 комплекту AMS для каждого стана (управление скоростью), 1AMS для контроля размеров (стан TS04), 1AMS для накопления технические и программные средства позволяют создать системы различного назначения и масштаба для промышленности.
Второй уровень имеет управляющий компьютер VAX 4000/200 для обоих станов, станцию VAX 4000/60 для супервизорного контроля на обоих станах, сеть Ethernet.
На первом уровне функции автоматизации: управление толщиной полосы; последовательное управление реверсивной прокаткой; управление натяжением; автоматический останов; подготовка рапортов по производству.
На втором уровне функции автоматизации: подготовка графика работы; слежение на стане; контроль работы стана; адаптация моделей; ведение валкового хозяйства; протоколирование производства.
Система обеспечивает повышение качества проката, увеличение производительности стана, улучшает условия работы персонала.
Разработки Ансальдо Индастриа в области силовой электроники и микропроцессорных систем автоматического управления технологическими и производственными процессами отличаются комплексным подходом, экономичностью, максимальным соответствием требованиям конкретного объекта. Разработанные технические и программные средства позволяют создать системы различного назначения и масштаба для промышленности.
СБОРНИК НАУЧНЫХ ТРУДОВ Черная металлургия России и стран СНГ в XXI веке. Т о м I, Москва 1994
